Free Inquiry Now !
Polycarbonate sheet is marketed as an impact-resistant material. That’s true — until someone tries cutting it the wrong way.
A lot of contractors assume polycarbonate behaves like acrylic or standard plastic sheets. It doesn’t. One wrong blade, too much vibration, or excessive heat buildup, and suddenly the edge starts spider-cracking halfway through the cut.
We’ve seen it happen on greenhouse projects, skylight installations, pool covers, and corrugated roofing jobs. Sometimes the crack appears immediately. Other times the sheet looks fine during installation, then splits days later because stress was already built into the panel during cutting.
The good news is that polycarbonate rarely cracks “for no reason.†In most cases, the problem comes from a few predictable mistakes — and once you understand them, clean cuts become much easier.

The Real Reason Polycarbonate Sheet Cracks
Most people think cracking comes from the material being weak.
Actually, it’s usually caused by:
- vibration
- friction heat
- blade pressure
- unsupported sheets
- incorrect cutting direction
- poor blade selection
Polycarbonate sheet is extremely tough, but it also reacts to stress differently than glass or acrylic. Instead of shattering immediately, it stores internal stress. That stress later becomes edge fractures, hairline cracks, or corner splitting.
This is especially common with:
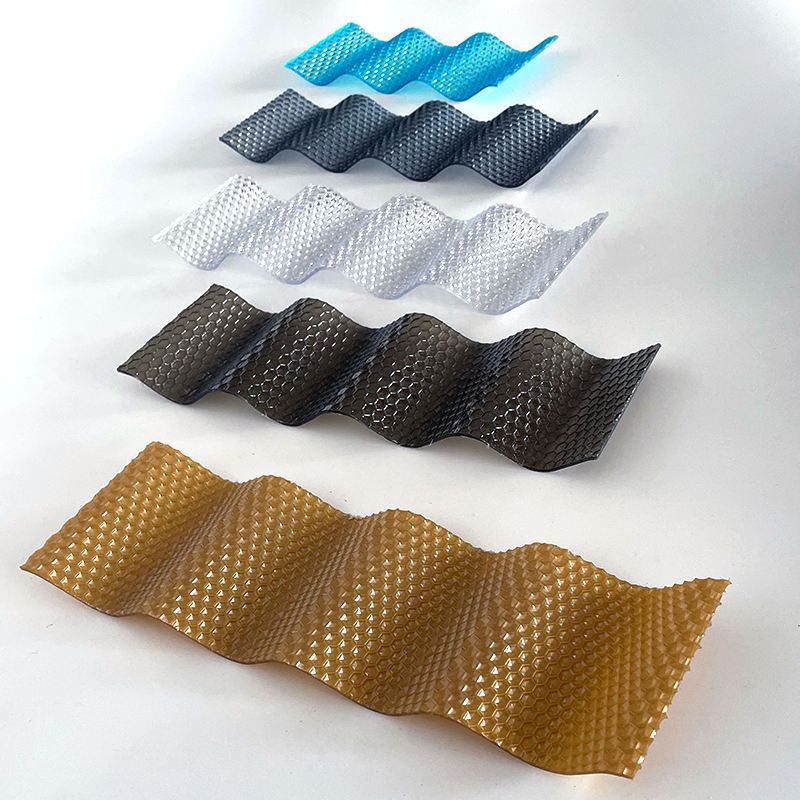
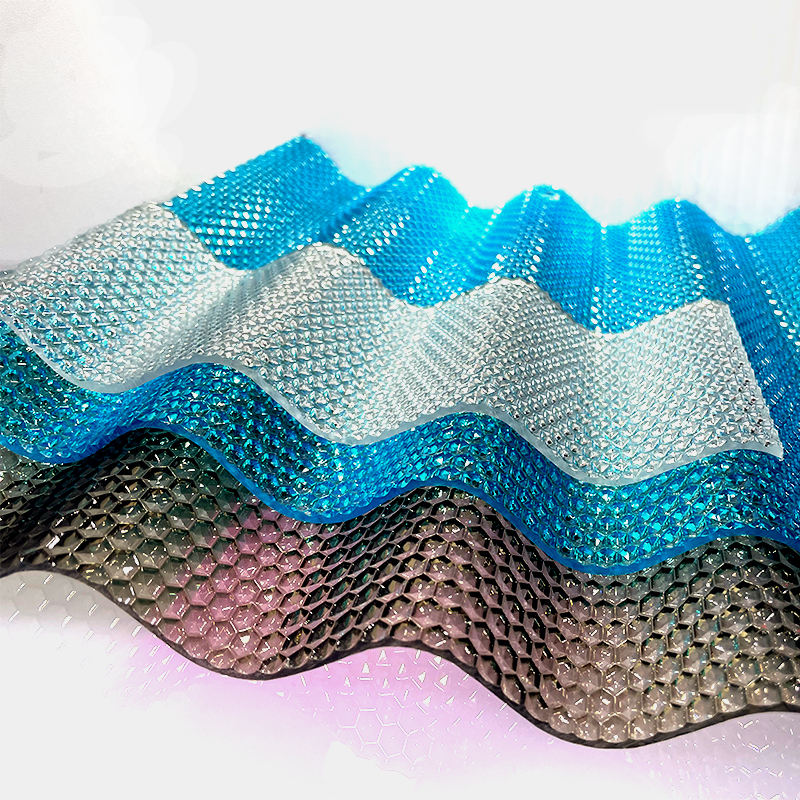
- solid polycarbonate sheets
- twinwall greenhouse panels
- corrugated polycarbonate roofing sheets
- UV-coated roofing panels
The thicker the sheet, the more heat management matters.
Heat Is the Biggest Hidden Problem
One of the most common mistakes is running the saw too fast.
When the blade speed is excessive, friction melts the edge slightly. The melted area cools unevenly and creates stress tension inside the material. That weakens the cut line immediately.
You can usually recognize overheating by these signs:
- melted plastic buildup on the blade
- rough white edges
- burnt smell
- sticky chips
- cloudy cut surfaces
Professionals avoid this by balancing three things carefully:
| Factor | Correct Setup |
|---|---|
| Blade Type | Fine-tooth carbide |
| Feed Speed | Medium and consistent |
| RPM | Moderate, not maximum |
A slower, controlled cut almost always produces cleaner edges than forcing the blade through quickly.
Why Cheap Blades Cause Cracks
This is where many DIY jobs go wrong.
A coarse wood blade may technically “cut†polycarbonate, but the aggressive teeth grab the sheet repeatedly during rotation. That creates vibration across the panel surface.
And vibration is deadly for polycarbonate.
Instead of slicing cleanly, the blade hammers the edge thousands of times per minute. On corrugated or twinwall sheets, this becomes even worse because hollow chambers amplify the movement.
For cleaner cuts, professionals typically use:
| Tool | Recommended Blade |
|---|---|
| Circular Saw | 60–80 tooth carbide blade |
| Table Saw | Triple-chip grind blade |
| Jigsaw | Fine-tooth plastic cutting blade |
| Handsaw | Fine crosscut teeth |
The smoother the cutting action, the lower the chance of stress fractures.

Unsupported Sheets Create Invisible Damage
This problem is surprisingly common on roofing projects.
A large polycarbonate sheet may look stable, but if the offcut side hangs freely during cutting, the panel flexes constantly as the blade moves forward.
That movement transfers stress directly into the cut edge.
The crack may not appear immediately. Sometimes installers only notice it after fastening the sheet onto a greenhouse frame or metal roof.
To prevent this:
- support both sides fully
- clamp sheets securely
- avoid overhanging corners
- never cut on uneven surfaces
For corrugated polycarbonate roof panels, support becomes even more important because valleys and ridges create uneven pressure points.
Twinwall polycarbonate panels behave very differently from solid sheets.
Inside the panel are hollow chambers separated by vertical ribs. These ribs provide strength, but they also create weak zones during cutting if the blade catches improperly.
One major mistake is cutting aggressively across the rib direction.
That can:
- collapse chamber walls
- create jagged fractures
- weaken structural rigidity
- trap debris inside the panel
Whenever possible, long cuts should run parallel to the ribs rather than across them.
Another issue many installers ignore is debris contamination.
After cutting twinwall sheets, small plastic particles remain inside the chambers. If they aren’t removed, moisture collects around them over time.
That leads to:
- algae growth
- mold
- cloudy appearance
- reduced light transmission
Professional installers usually vacuum the chambers immediately and seal the edges afterward using anti-dust tape or aluminum closure profiles.
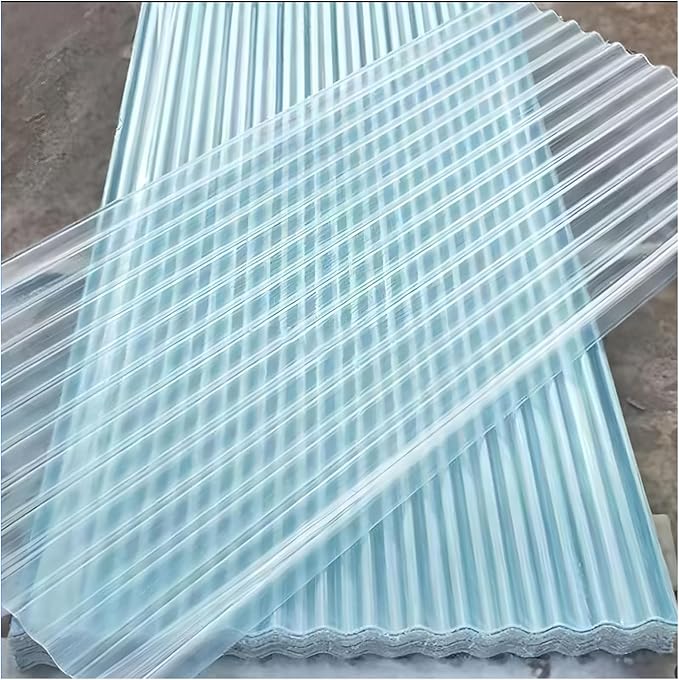
Why Corrugated Polycarbonate Cracks Easily
Corrugated sheets look strong because of their wave profile, but cutting them incorrectly creates concentrated stress along the ridges.
The worst approach is using a coarse blade while cutting too quickly across multiple waves.
Once the blade catches a ridge transition, the crack often travels down the corrugation line.
That’s why professionals usually:
- support every wave section
- cut slowly
- use fine-tooth blades
- avoid forcing the saw downward
For short trimming cuts, tin snips can work on thinner corrugated sheets. But for cleaner long cuts, a jigsaw or circular saw is usually safer.
Temperature Also Matters More Than People Think
Cold polycarbonate behaves differently from warm material.
In colder environments, sheets become less flexible and more sensitive to vibration stress. Cutting panels outdoors during winter mornings often increases cracking risks significantly.
On industrial roofing projects, installers sometimes allow sheets to acclimate before cutting.
Especially with:
- thick solid polycarbonate sheets
- greenhouse panels
- UV-protected roofing systems
A panel cut at low temperatures may survive installation but later develop edge fractures once thermal expansion begins.
The Protective Film Should Stay On
A surprisingly common mistake is removing the protective masking film before cutting.
That film actually helps reduce surface scratching and minor vibration damage during cutting operations.
Professionals usually leave the protective layer in place until:
- cutting is complete
- drilling is finished
- installation is ready
Only then is the film removed.
This becomes especially important for clear solid polycarbonate sheets where visible scratches affect optical clarity.
Best Practices for Crack-Free Polycarbonate Cutting
If clean edges matter, these habits make the biggest difference:
Use the right blade
Fine-tooth carbide blades reduce vibration and heat buildup.
Support the entire sheet
Never allow sections to flex during cutting.
Cut at moderate speed
Too fast creates heat. Too slow can increase friction.
Keep the protective film on
It protects the surface during handling.
Clean twinwall chambers immediately
Remove debris before sealing edges.
Avoid forcing the material
Let the blade cut naturally.
conclusion
Polycarbonate usually cracks because the cutting process introduces stress long before the damage becomes visible.
Most failures are not material defects. They come from heat, vibration, unsupported panels, or incorrect blade choices.
The difference between a clean professional cut and a ruined sheet often comes down to small details:
- blade tooth count
- feed pressure
- support positioning
- cutting direction
- temperature control
Once those variables are handled correctly, polycarbonate becomes much easier to work with — whether you’re cutting greenhouse panels, corrugated roofing sheets, or solid glazing panels for commercial projects.
And in real-world installations, preventing cracks during cutting is far cheaper than replacing damaged panels later.
